



03
2025
-
01
Superficie helicoidal circular y su proceso de mecanizado
Un hilo en forma de hélice cilíndrica, donde el centro del círculo generatriz se mueve a lo largo de la hélice cilíndrica directriz, y el plano del círculo generatriz siempre es perpendicular al eje de la hélice cilíndrica directriz.
I. Principio de formación de la superficie helicoidal circular
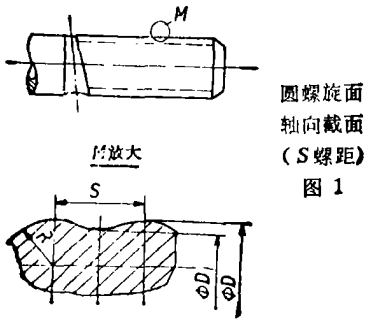
Tomando una circunferencia de radio fijo como generatriz y una hélice cilíndrica como directriz, de modo que el centro de la circunferencia generatriz se mueva a lo largo de la hélice cilíndrica directriz, y el plano de la circunferencia generatriz sea siempre perpendicular al eje de la hélice cilíndrica directriz, la superficie formada por el movimiento de la circunferencia generatriz es la superficie helicoidal circular. La sección axial de la superficie helicoidal circular es una curva suave formada por la conexión de arcos circulares ( Como se muestra en la figura 1 Por lo tanto, este tipo de rosca se suele denominar rosca sinusoidal. ) Por lo tanto, este tipo de rosca se suele denominar rosca sinusoidal.
II. Características y aplicaciones de la hélice circular
La superficie helicoidal circular se utiliza ampliamente en la industria de fabricación mecánica, especialmente en maquinaria minera, maquinaria de perforación pesada, etc. Por ejemplo, el tornillo, una de las principales piezas del motor de la herramienta de perforación de tornillo, la rosca de conexión de la broca, la barra de perforación y la cola de la broca de la perforadora pesada, el tornillo de la bomba de lodo de tornillo, etc., tienen una sección transversal en forma de superficie helicoidal circular. La superficie helicoidal circular tiene las siguientes características: :
(1) Paso relativamente grande, profundidad de rosca pequeña. Normalmente, el paso de la superficie helicoidal circular es mayor que 12mm A veces es incluso mayor. Por ejemplo, el tornillo del motor de la herramienta de perforación de tornillo tiene un paso de 96mm y una profundidad de rosca de 4mm。
(2) Las crestas y los valles están conectados por arcos circulares suaves, véase la figura 1。
(3) Por lo general, su relación de longitud a diámetro es grande. Por lo tanto, suelen ser piezas alargadas, con poca rigidez y difíciles de mecanizar.
(4) Este tipo de tornillo se desmonta rápidamente, tiene una buena rigidez de conexión, una gran resistencia a la fatiga por impacto y transmite un gran par.
III. Forma de fabricación de la superficie helicoidal circular
Como se desprende de las características anteriores, el mecanizado de la superficie helicoidal circular es bastante complejo. Actualmente, los métodos de mecanizado más utilizados en la producción son los siguientes: :
(1) Torneado con herramientas de forma o mecanizado con plantilla. Este método no solo tiene una baja eficiencia de mecanizado y una gran intensidad de trabajo para los trabajadores, sino que también es complejo el afilado de las herramientas y la fabricación de las plantillas, con un coste elevado y una precisión de mecanizado difícil de garantizar.
(2) Mecanizado por fresado en espiral. Este método, en ausencia de una máquina herramienta especial, puede modificarse a partir de una máquina herramienta universal, tiene una estructura sencilla y es fácil de fabricar. Se puede mecanizar con una herramienta de punta normal, el afilado de la herramienta es sencillo, el ajuste y el funcionamiento son convenientes, lo que puede reducir considerablemente la intensidad de trabajo, y la eficiencia es varias veces mayor que la del método anterior. 3~5 veces, la precisión de mecanizado y la rugosidad superficial pueden alcanzar los requisitos del dibujo, por lo que es un método de mecanizado ideal para la superficie helicoidal circular.
IV. Fresado en espiral de la superficie helicoidal circular
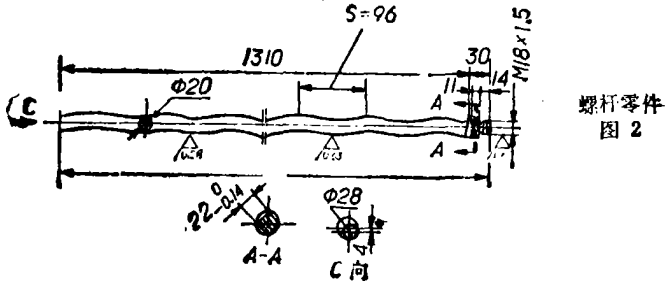
Figura 2 es el dibujo de piezas del tornillo del motor de la herramienta de perforación de tornillo. Mediante el análisis, se puede ver que se trata de una rosca en la que cualquier sección transversal de la rosca es un círculo, y la trayectoria del centro es una hélice en un cilindro con el eje de la rosca como centro y el doble de la profundidad de la rosca como diámetro. Este tipo de rosca suele mecanizarse por fresado en espiral por el método de inscripción. Para obtener una mayor eficiencia de producción y satisfacer los requisitos de mecanizado, deben adoptarse medidas en los siguientes aspectos: :
1. Modificación y ajuste de la máquina herramienta
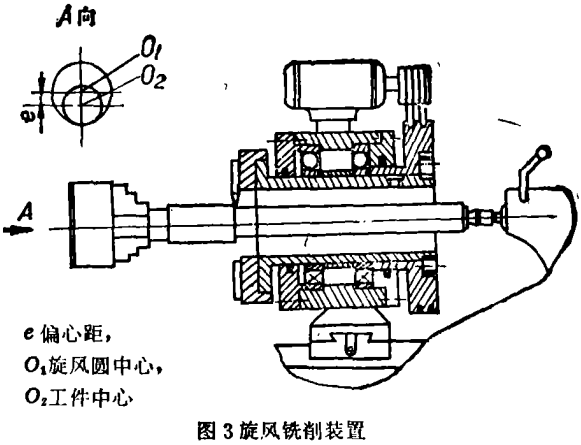
El dispositivo de fresado en espiral de la superficie helicoidal circular suele poder modificarse a partir de una máquina herramienta universal ( como un torno o una fresadora ) Se retira el portaherramientas pequeño o la bancada intermedia del torno y se instala el cabezal de fresado en espiral diseñado, de modo que su centro esté a la misma altura que el centro de la máquina herramienta, como se muestra en la figura 3 El proceso de ajuste es el siguiente: : La pieza de trabajo se sujeta en el plato de tres mordazas de la máquina herramienta, y se calcula la rueda dentada de avance, asegurando que el husillo gire una vuelta y la bancada se mueva el paso requerido; se ajusta la posición del cabezal de fresado en espiral, de modo que el diámetro de rotación del cabezal sea igual al diámetro medio de la rosca sinusoidal, y luego se fija el cabezal, se gira la manivela de avance transversal para que la distancia entre el centro de rotación del cabezal y el centro de la pieza de trabajo sea la mitad de la profundidad de la rosca; primero se enciende el motor del cabezal de fresado en espiral y luego se enciende el motor de la máquina herramienta para que la pieza de trabajo gire, y se puede realizar el mecanizado.
Para los tornillos largos y delgados con una rigidez relativamente baja, para garantizar que tengan suficiente rigidez y reducir la deformación durante el proceso de corte, a menudo es necesario instalar un soporte de herramienta. ( Se puede utilizar un soporte de herramienta delantero, un soporte de herramienta trasero o ambos soportes de herramienta delantero y trasero. ) El uso de un soporte de herramienta magnético avanzado puede reducir considerablemente las vibraciones durante el proceso de corte, mejorando eficazmente la calidad del tornillo mecanizado. El paso de este tipo de rosca suele ser grande, y para facilitar el funcionamiento y el mecanizado, la velocidad de rotación del husillo de la máquina herramienta no debe ser demasiado alta, generalmente se toma 0.5~5r/min Por lo tanto, es necesario añadir un mecanismo de reducción en el sistema de transmisión principal. Después de la modificación, se puede mecanizar según los requisitos.
2. Selección de los parámetros de corte
Para obtener la precisión y la calidad superficial requeridas, la selección razonable de los parámetros de corte es crucial. Los parámetros de corte del fresado en espiral suelen incluir: : Velocidad de corte ( o velocidad de rotación del cabezal de fresado en espiral ) avance por diente, profundidad de corte y velocidad de rotación de la pieza, la profundidad de corte depende de la profundidad de la rosca, normalmente se corta hasta la profundidad total de una sola vez, sólo cuando la profundidad de corte es grande ( mayor que 8 mm se utiliza el corte en dos pasadas.
Los experimentos muestran que : los parámetros de corte razonables para el mecanizado de la superficie helicoidal circular son: : Velocidad de rotación de la pieza :0.5~5r/min
Velocidad de rotación de la cabeza de la herramienta de fresado en espiral :1000~2000r/min
Método de fresado : Fresado en avance Materiales de herramientas comunes :YT15 ,YC8
3. Problemas a tener en cuenta durante el procesamiento
(1) Para garantizar la seguridad operativa y evitar que las virutas salten, se debe instalar una protección. Al fresar en espiral una rosca helicoidal circular, aunque el proceso de corte es continuo, la profundidad de corte cambia constantemente y el área de la capa de corte cambia periódicamente, lo que facilita la rotura de la viruta; al mismo tiempo, la velocidad de corte es alta, y las virutas son fáciles de salpicar, por lo que se debe instalar una protección.
(2) A veces es necesario cortar desde la cabeza de la máquina hasta la cola. Primero, se debe cortar una ranura de corte excéntrica en la base de la rosca de acuerdo con la cantidad de excentricidad de la rosca, y se debe asegurar que el centro de rotación de la herramienta coincida con el centro del círculo excéntrico de la ranura de corte antes de iniciar la máquina para el corte.
(3) Cuando la profundidad de corte es grande, es necesario cortar dos veces. En este caso, se debe prestar atención a la diferencia de fase producida entre la punta de la herramienta y la pieza de trabajo cuando el paso del husillo de la máquina y el paso de la pieza de trabajo no son múltiplos enteros, es decir, se debe asegurar que la dirección de los picos y valles de la forma de onda ya cortada sea consistente con la punta de la herramienta al comenzar el segundo corte, antes de poder comenzar el segundo corte.
(4) Para reducir la deformación térmica de la pieza de trabajo y mejorar la precisión de procesamiento, se suele utilizar el método de refrigeración por pulverización. La velocidad de corte del fresado en espiral es alta, por lo que la temperatura de corte durante el proceso de corte es alta. En la producción, se suele utilizar el corte en seco o la refrigeración con aire comprimido, pero la refrigeración por pulverización puede obtener buenos resultados. Debido a que al enfriar por pulverización, las pequeñas partículas líquidas en forma de niebla son fáciles de vaporizar y pueden absorber una gran cantidad de calor, lo que puede reducir significativamente la temperatura de corte y la temperatura de la pieza de trabajo, por lo que, además de mejorar la durabilidad de la herramienta, también puede reducir la deformación térmica y mejorar la precisión.
El fresado en espiral de roscas helicoidales circulares tiene las ventajas de una estructura simple y una fabricación conveniente. Es un método de procesamiento eficiente que puede satisfacer los requisitos de procesamiento de ciertas roscas. El experimento anterior se ha aplicado a la producción real y ha logrado resultados notables. Además, este dispositivo, después de un ajuste adecuado, también se puede utilizar para el fresado en espiral de la superficie exterior cilíndrica de piezas de varilla largas. ( Edición Su camino )

Artículo anterior
Siguiente artículo
Artículo anterior
Siguiente artículo
Información relevante
2024-02-10
Seguir Herramientas de Perforación Lianhuashan:





Contáctenos
Dirección: Lianhuashan, Zona de desarrollo económico y técnico Yangjiazhangzi de la ciudad de Huludao, provincia de Liaoning de China
Teléfono: 0086-429-4428053 0086-429-4428052
0086-429-4428051 0086-13019978858
Correo electrónico: info@lhsdrill.com

Douyin

Cuenta pública de Wechat
Privacy Policy Powerby:300.cn Jinzhou SEO